Bolzano » Technická podpora » Tyčová ocel uhlíková, konstrukční, a legovaná » Oceli k zušlechťování podle EN 10083-1 » Směrodatný průměr tepelného zpracování
V normách technických dodací předpisů pro ušlechtilé oceli k zušlechťování EN 10083-1, pro oceli k nitridování EN10085 a automatové oceli EN 10087 v části oceli k zušlechťování, se mechanické hodnoty jednotlivých značek uvedených v těchto normách vztahují k tak zvanému směrodatnému průřezu. Nezávisle na skutečném tvaru a rozměrech výrobku je rozměr pro směrodatný průřez pro tepelné zpracování vyjádřen vždy průměrem. Tento průměr odpovídá průměru „rovnocenné kruhové tyče“. Jedná se přitom o kruhovou tyč, která v místě průřezu stanoveném k odběru zkušebních těles pro mechanické zkoušky, vykazuje při ochlazování z teploty austenitizace stejnou rychlost ochlazování jako daný směrodatný průřez příslušného výrobku v místě stanoveném pro odběr zkušebních těles.
U tyčí kruhových je jmenovitý průměr výrobku (tyče) bez ohledu na přídavek na opracování roven směrodatnému průměru tepelného zpracování.
U tyčí šestihranných a osmihranných se rovná směrodatnému průřezu tepelného zpracování jmenovitá vzdálenost mezi dvěma protilehlými stranami.
U tyčí čtvercových a plochých se směrodatný průměr tepelného zpracování stanoví podle následujícího obrázku.
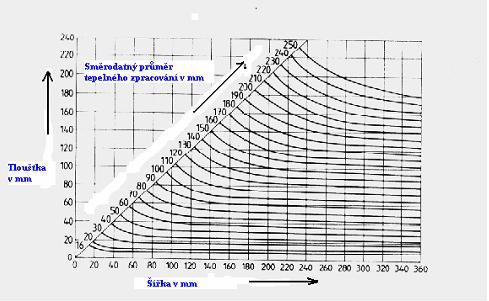
Příklad: u ploché tyče s průřezem 40 x 60 mm je směrodatný průměr tepelného zpracování 50 mm.
Mechanické vlastnosti uvedené v normě pro stav zušlechtěný se v tomto případě vztahují k průměru 50 mm.
U všech dalších tvarů výrobků je nutno směrodatný průměr tepelného zpracování dohodnout při objednávání.
Doporučený postup pro stanovení směrodatného průměru u jiných než výše uvedených profilů:
Výrobek se kalí podle obvyklé praxe (při doporučených teplotách a v doporučeném ochlazovacím prostředí). Pak se rozdělí tak, aby mohla být v místě předpokládaném pro odběr zkušebního tělesa stanovena tvrdost a struktura (místo stanoví odběratel podle zamýšleného způsobu použití výrobku z dané oceli – obvykle podle požadavku konstruktéra).
Z dalšího výrobku téhož druhu a téže tavby se odebere z popsaného místa zkušební těleso pro Jominiho zkoušku prokalitelnosti a zkouška se provede. Pak se stanoví vzdálenost, ve které zkušební těleso zkoušky prokalitelnosti vykazuje stejnou tvrdost a stejnou strukturu jako má výrobek v místě předpokládaném pro odběr zkušebního tělesa pro stanovení mechanických hodnot.
Podle takto zjištěné vzdálenosti od ochlazovaného čela Jominiho zkoušky se pomocí následujících obrázků odhadne směrodatný průměr tepelného zpracování (tyč kruhová) pro zvolený výrobek.
Jestliže se výrobek při zušlechťování zakalí v prostředí popsaném v obrázcích je předpoklad, že mechanické hodnoty uvedené v normě pro směrodatný průměr tepelného zpracování budou docíleny i na výrobku v místě zvoleném pro odběr zkušebního tělesa.
Uvedený postup je založen na předpokladu, že ochlazování resp. rychlost ochlazování je shodná ve zjištěné vzdálenosti od čela Jominiho zkoušky a v místě výrobku ve kterém se odebere zkušební těleso.
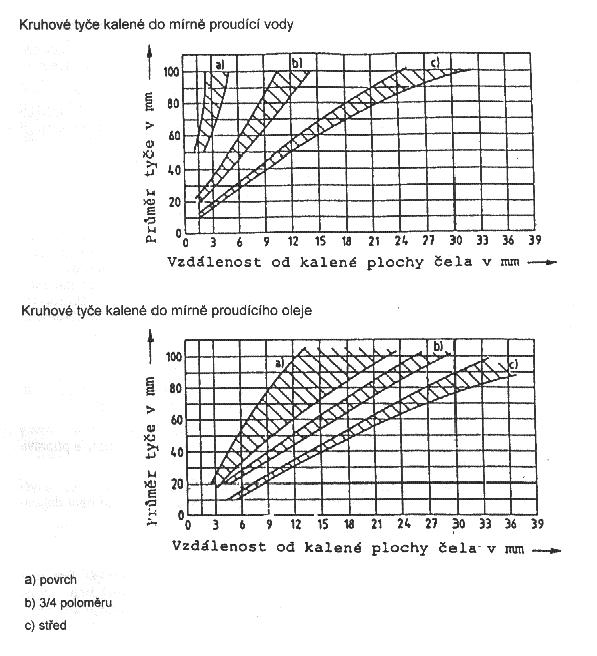
Vztah mezi rychlostí ochlazování ve zkušebních tělesech pro zkoušku kalením čela
( zkušební tělesa podle Jominiho ) a kalenými kruhovými tyčemi.

